ユニタイト株式会社 採用サイト
材料となるコイル材を熱して、叩いて(鍛造)、形成(転造)して…最終的にボルト・ナットになるまでの現場のダイナミックな様子をご覧ください。
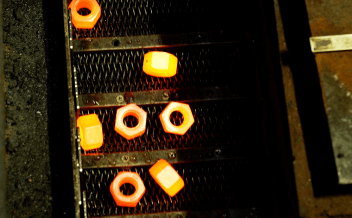
材料を1200℃まで加熱し、熱間1000tプレス機で六角ナット(ねじのない状態)を成形します。
成形されたボルトを約870℃まで昇温保持し、油に落として冷却します。これを焼入れといい、目的の硬さを得るために行います。その後、450℃〜600℃(材質によって異なる)まで昇温保持し、冷却します。これを焼戻しといい、硬さを調整し、もろさを無くします。なお、水ではなく油で冷却する理由は、焼き割れを防ぐためです。クロムモリブデン鋼などの合金鋼の場合、急速冷却しすぎると焼き割れという欠陥が発生するため、水に比べて熱伝導率が低い油で冷却を行います。
ねじ切り工具でナットの内側にらせん状の溝を成形します。
外注先で防錆目的の鍍金(めっき)を行います。